A
spectacle flange is a safety device used to isolate a section of line or piece of equipment when the line or equipment needs to be inspected or removed from service. It is different than a valve in that the blind is a permanent or long term isolation device.
A
spectacle flange is machined from a single piece of metal that is cut to match the pipe size, fit between two pipe flanges and requires an additional gasket when it is installed. Also, the bolts will need to be lengthened depending on what piping class and size blind is used. The thickness of the
spectacle flange is specified based on the line pressure and pipe size.
Ring Spacer
Ring spacers are bored to the matching pipe ID and are the same thickness as the “single blind” that it replaces. When removing a “single blind”, either the flange and associated piping must be pulled together to seal the line, or a “ring spacer” must be installed to fill the gap. Thick single blinds or rigid piping systems normally require ring spacers.
Single/Line Blind or Blank
A positive shut-off device normally installed adjacent to, or in conjunction with, a valve. Their purpose is to prevent accidental flow through a pipeline to a vessel. With the exception of cast iron, plastic, or fiberglass services, they are not drilled with bolt holes, but fit inside the bolt circle of mating flanges. Pipeline blinds or blanks are not the same as bolting blind flanges. Single blinds ues standard gaskets.
A combination of a “single blind’ and a “ring spacer” can be fabricated for field convenience as a single unit. Weight consideration and the associated difficulty of handling heavy pieces in the field are a primary consideration in specifying a “spectacle blind” or a combination of blinds. Spectacle blinds are meant to be rotated to change blind/spacer orientation.
Spectacle Blind
A spec blind is a combination of a ring spacer and single blind. They are usually permanently installed in a piping system and rotated as needed.
Spectacle blinds
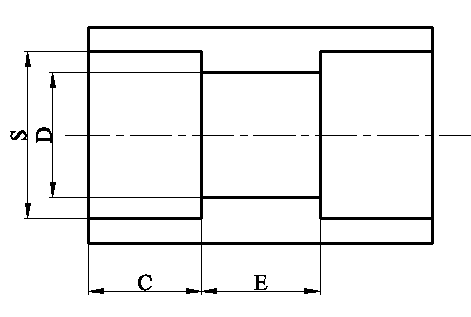
Spectacle Blinds are generally applied to permanently separating pipesystems, or just to connect with each other. A Spectacle Blind is a steel plate cut into two discs of a certain thickness.
The two discs are attached to each other by section of steel similar to the nose piece of a pair of glasses. One of the discs is a solid plate, and the other is a ring, whose inside diameter is equal to that of a flange.
Spectacle Blinds be applied in systems, which regularly need to be separated from other installations. Normally, a Spectacle Blind is mounted in the “open” position so that flow through the pipe is possible. If the Spectacle Blind in the “close” position is rotated, the pipe is blanked off and no flow is possible.
Maintenance on a pipesystem can be a reason to rotate the spectacle in the “close” position. This run will take place through the hole, that is drilled in the connection piece. By loosening of all bolts, and partial removal of their, the Spectacle Blind can be rotated. After replacing the gaskets (new gaskets are to recommend), the bolts can be re-assembled and tightened.

Spectacle blind in open position
|

Spectacle blind in closed position
|
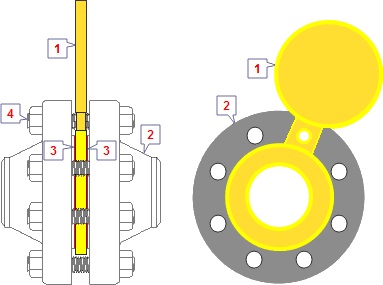
Spades & Ring Spacers
Spades
Spades and Ring Spacers are basically the same as Spectacle Blinds, except that both are not attached to each other.
Spades and Spacers be applied in systems where maintenance is often not necessary, or in applications with large pipe sizes. Depending on the flange size and the Pressure Class, Spades can weigh hundreds of pounds. To prevent unnecessary weight to a flange connections, usually will be chosen not for a Spectacle Blind, but for 2 separate parts.
Typical Spade Typical Ring Spacer

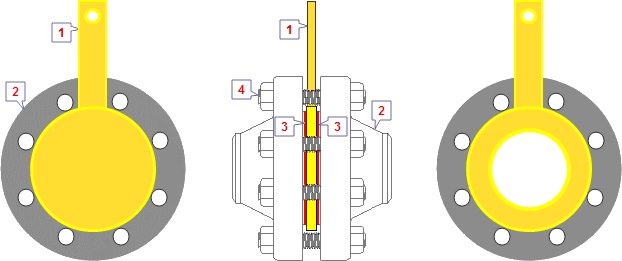
Typical Spade and Ring Spacer 1. Spade 2. Flanges 3. Gaskets 4. Stud Bolts

Ring Spacer1. Ring Spacer 2. Flanges
3. Gaskets 4. Stud Bolts
So as for the Spectacle Blind already described, maintenance on a pipesystem can be a reason to temporarily replace a Ring Spacer for a Spade. By loosening of all bolts, and half of the bolts temporarily remove, the Spade or Spacer can be placed. After replacing the gaskets (new gaskets are to recommend), the bolts can be re-assembled and tightened.
A small problem is that we basically can not see, or a Spade or a Spacer mounted between the flanges. Therefore the handles are often specially marked, or both have a different design; a customer often provides its own specification.
What should never lack is, that in the handle, the diameter and the Pressure Class of a Spade or Spacer is engraved; this applies also for the Spectacle Blind.
Surfaces – Dimensions – Material
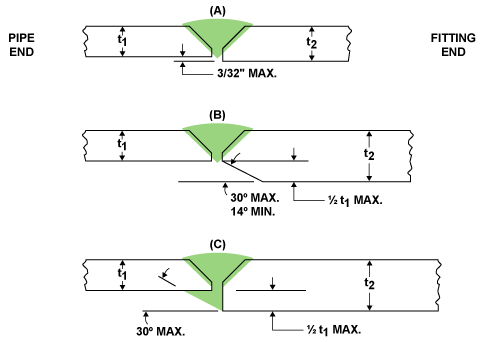
The sealing surfaces of a Spectacle Blind, Spade or Ring Spacer are usually conducted in accordance with the Face Finish from the flange. The diameter always is slightly larger than the Raised Face of a flange; by a correct assembly, the bolts are just not touched by the Blind or Spacer.
The diameter of them, is depending on the flange size, and the thickness from the Pressure Class of a flange.
Dimensions from Spectacle Blinds, Spades and Ring Spacers, you will find in the main Menu “Flanges”
ASME B16.48 covers pressure-temperature ratings, materials, dimensions, dimensional tolerances, marking, and testing for operating line blanks in sizes NPS 1/2 – NPS 24 for installation between ASME B16.5 flanges in the 150, 300, 600, 900, 1500, and 2500 Pressure Classes.
Spectacle Blinds, Spades and Ring Spacers should be made from a plate or forging specification, approved for use by ASME B31.3, of essentially the same chemical composition as the mating flanges and piping involved.